
Microstructural and Mechanical Evaluation of Dissimilar AISI 304 and 430 Stainless Steel Welds Created with GMAW and ER308L Filler Metal
Article Sidebar
Main Article Content
Abstract
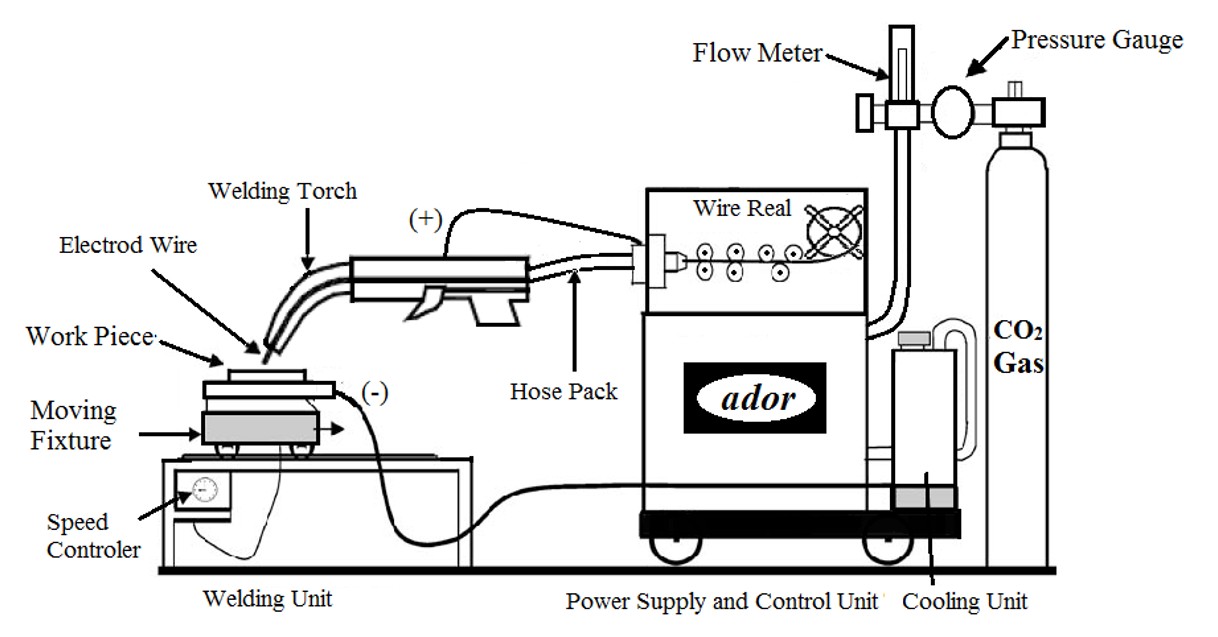
The fusion of dissimilar materials—specifically AISI 430 Ferritic Stainless Steel (FSS) and AISI 304 Austenitic Stainless Steel (ASS)—was accomplished using the Gas Metal Arc Welding (GMAW) process, with ER308L serving as the filler material. The experimental design was based on the Taguchi approach, which used L27 Orthogonal Arrays to systematically alter welding parameters. The impact of these factors was assessed using Analysis of Variance (ANOVA). Mechanical properties such as tensile strength, hardness, and penetration depth were evaluated, revealing that the ultimate tensile strength reached 630.7 MPa of the welded samples. The hardness of weld zone peaked at 310 HV, exceeding the base metals due to martensitic transformation and grain refinement. Optimal welding parameters were determined at 190 A, 32 V and 40 cm/min. Microstructural investigations were conducted using Field Emission Scanning Electron Microscopy (FESEM), Energy Dispersive X-ray Spectroscopy (EDX), X-ray Diffraction (XRD), and Optical Microscopy. XRD presented dominant martensitic peaks at 44.88°, 65.34°, 82.06° and 99.52°, corresponding to (110), (200), (211) and (220) crystallographic planes. EDS revealed the phase transformation was significantly influenced by the diffusion of Cr (19.20 %), Ni (6.31 %) and C (4.52 %). The findings indicated the weld bead's shape as well as the consequences of microstructural changes. Constant current and voltage, faster welding rates resulted in increased penetration depth, and the weld zone was harder than both the base metal and the HAZ.
Article Details

This work is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License.

This work is licensed under a Creative Commons Attribution-NonCommercial-ShareAlike 4.0 International License.
References
Wang X, Kuaishe W. Microstructure and properties of friction stir butt-welded AZ31 magnesium alloy. Materials Science and Engineering A. 2006;431(1–2):114–117.
Mai TA, Spowage AC. Characterisation of dissimilar joints in laser welding of steel–Kovar, copper–steel and copper–aluminium. Materials Science and Engineering A. 2004;374(1–2):224–233.
Ghosh N, Pal PK, Nandi G. Gas metal arc welding dissimilar welding of AISI 409 ferritic stainless steel to AISI 316L austenitic stainless steel using AISI 308 filler wire. Engineering Science and Technology, an International Journal. 2017;20(4):1334–1341.
Augustine C, George BP, Sudhish R. Parametric optimization of gas metal arc welding of dissimilar steels: duplex stainless steel 2205 and stainless steel 316L. International Journal on Theoretical and Applied Research in Mechanical Engineering. 2014;3:2319–3182.
Olson DL, editor. ASM handbook: welding, brazing, and soldering. Volume 6. Materials Park (OH): ASM International; 1993. p. 322.
Singla M, Singh D, Deepak D. Parametric optimization of gas metal arc welding processes by using factorial design approach. Journal of Minerals and Materials Characterization and Engineering. 2010;9(4):353–363.
Nguyen TC, Weckman DC, Johnson DA, Kerr HW. High speed fusion weld bead defects. Science and Technology of Welding and Joining. 2006;11(6):618–633.
Kim IS, Son JS, Kim IG, Kim JY, Kim OS. A study on relationship between process variables and bead penetration for robotic CO2 arc welding. Journal of Materials Processing Technology. 2003;136(1–3):139–145.
Sathiya P, Aravindan S, Ajith PM, Arivazhagan B, Haq AN. Microstructural characteristics on bead-on-plate welding of AISI 904L super austenitic stainless steel using gas metal arc welding process. International Journal of Engineering, Science and Technology. 2010;2(6):1–10.
Caligulu U, Taskin M, Kejanli H, Orhan A. Interface characterization of CO2 laser welded austenitic stainless steel and low carbon steel couple. Industrial Lubrication and Tribology. 2012;64(4):196–207.
Özyürek D. Effect of weld current and weld atmosphere on the resistance spot weldability of 304L austenitic stainless steel. Materials and Design. 2008;29(3):597–603.
Qiu R, Satonaka S, Iwamoto C. Effect of interfacial reaction layer continuity on the tensile strength of resistance spot welded joints between aluminum alloy and steels. Materials and Design. 2009;30(9):3686–3689.
Shi Y, Zhang H, Takehiro W, Tang J. Study on laser welding characteristics of dissimilar metals. Optics and Laser Engineering. 2010;48:732–736.
Mathieu A, Shabadi R, Deschamps A, Suery M, Mattei S, Grevey D, Cicala E. Dissimilar material joining using laser: aluminum to steel using zinc-based filler wire. Optics and Laser Technology. 2007;39(3):652–661.
Rajasekhar A, Reddy GM, Mohandas T, Murti VS. Influence of post-weld heat treatments on microstructure and mechanical properties of AISI 431 martensitic stainless steel friction welds. Materials Science and Technology. 2008;24(2):201–212.
Dak G, Pandey C. Experimental investigation on microstructure, mechanical properties, and residual stresses of dissimilar welded joint of martensitic P92 and AISI 304L austenitic stainless steel. International Journal of Pressure Vessels and Piping. 2021;194:104536.
Mani AA, Kumar TS, Chandrasekar M. Mechanical and metallurgical properties of dissimilar welded components of AISI 430 ferritic and AISI 304 austenitic stainless steels by CO2 laser beam welding. Journal of Chemical and Pharmaceutical Sciences. 2015;974:2115.
Rajput SK, Kumar A, Tripathi SS, Sachan E. Investigation of microstructural behavior and mechanical properties of dissimilar weld joints of austenitic–ferritic stainless steel. Materials Today: Proceedings. 2020;25:778–784.
Khan MM, Romoli L, Fiaschi M, Dini G, Sarri F. Laser beam welding of dissimilar stainless steels in a fillet joint configuration. Journal of Materials Processing Technology. 2012;212(4):856–867.
Durgutlu A. Experimental investigation of the effect of hydrogen in argon as a shielding gas on tungsten inert gas welding of austenitic stainless steel. Materials and Design. 2004;25(1):19–23.
Arunkumar N, Duraisamy P, Veeramanikandan S. Evaluation of mechanical properties of dissimilar metal tube welded joints using inert gas welding. International Journal of Engineering Research and Applications. 2012;2(5):1709–1717.
Tsuchiya K, Kawamura H, Kalinin G. Re-weldability tests of irradiated austenitic stainless steel by a tungsten inert gas welding method. Journal of Nuclear Materials. 2000;283:1210–1214.
Shojaati M, Beidokhti B. Characterization of AISI 304 and AISI 409 stainless steel joints using different filler materials. Construction and Building Materials. 2017;147:608–615.
Welding Handbook. Metals and their weldability. 7th ed. Volume 4. Miami (FL): American Welding Society; 1982. p. 100–102.
Alizadeh-Sh MA, Marashi SP, Pouranvari M. Resistance spot welding of AISI 430 ferritic stainless steel: phase transformations and mechanical properties. Materials and Design. 2014;56:258–263.
Bilgin MB, Meran C. Effect of tool rotational and traverse speed on friction stir weldability of AISI 430 ferritic stainless steel. Materials and Design. 2012;33:376–383.
Tesfaye FK. Parameter optimization of gas metal arc welding process for welding dissimilar steels. American Journal of Mechanical and Industrial Engineering. 2023;8(1):1–6.
Shirali AA, Mills KC. Effect of welding parameters on penetration in gas tungsten arc welds. Welding Journal. 1993;72:347S–352S.
Heino S, Knutson-Wedel EM, Karlsson B. Precipitation behaviour in heat affected zone of welded super austenitic stainless steel. Materials Science and Technology. 1999;15(1):101–108.
Doomra A, Singh B, Sandhu SS. Weldability studies of AISI 409 ferritic stainless steel thick plates using electron beam welding process. International Journal of Manufacturing, Materials, and Mechanical Engineering. 2021;11(2):55–67.
Safari M, Mostaan H, Ghaderi A. Dissimilar resistance spot welding of AISI 304 and AISI 409 stainless steels: mechanical properties and microstructural evolutions. Metallurgical Research and Technology. 2018;115(6):610.
Roy RK. Design of experiments using the Taguchi approach: 16 steps to product and process improvement. New York: John Wiley and Sons; 2001.
Rao RV. Modeling and optimization of gas metal arc welding process. In: Computational methods for optimizing manufacturing technology: models and techniques. Hershey (PA): IGI Global; 2012. p. 339–367.
